-

hartownia
hartownia
> Usługi pomiarowe
> Badania – Metoda CC
Firma GG Tech pracuje nad rozwojem technologii tzw cięcia ciągłego (continuous cutting) na frezarkach. W obecnym stanie rozwoju tej technologii można aplikować ją na odpowiednich obrabiarkach dla szerokiego spektrum rodzaju powierzchni. Metoda ma duży potencjał w wykańczającej obróbce powierzchni oraz wielu nietechnologicznych w procesie frezowania elementach. Poszukujemy partnerów do rozwoju tej metody obróbki powierzchni głównie pod kątem wspomagania programowania w systemach CAM oraz konstrukcji samych obrabiarek.
Wprowadzenie
Wiórową obróbkę skrawaniem można sklasyfikować w następujących zabiegach: wiercenie, powiercanie, rozwiercanie, toczenie, wytaczanie, frezowanie, przeciąganie i przepychanie, struganie i dłutowanie.
Zabiegi te można rozdzielić na dwie grupy ze względu na charakter obróbki:
1. Ciągły – wiercenie, powiercanie, rozwiercanie, toczenie, wytaczanie, przeciąganie i przepychanie, struganie i dłutowanie
2. Nie ciągły – frezowanie
Obróbka ciągła charakteryzuje się tym, że do wykonania żądanej powierzchni ostrze, raz zagłębione w materiał porusza się po trajektorii cięcia do samego końca uzyskując w ten sposób kształt powierzchni. W obecnych obrabiarkach są to trajektorie proste, spiralne lub śrubowe. Ogranicza to uzyskane powierzchni metodą ciągłą do powierzchni płaskich, cylindrycznych, śrubowych, lub o dowolnych kształtach profilowych (dowolny przekrój przeciągnięty najczęściej po linii prostej). Dowolne kształty jak np. powierzchnie krzywokreślne uzyskuje się obecnie w obróbce skrawaniem na frezarkach (najczęściej numerycznych). Metoda takiej obróbki również prowadzi narzędzie po zadanej trajektorii ale jest to narzędzie obrotowe, którego ostrza nieustannie zagłębiają się w materiał i z niego wychodzą kształtując powierzchnię w sposób nieciągły. Ta nieciągłość znacznie pogarsza chropowatość możliwą do uzyskania w procesie skrawania. Można ją poprawić tylko poprzez zmniejszanie posuwu f narzędzia co wydłuża czas obróbki oraz zwiększanie prędkości obrotowej n narzędzia co ma ograniczenia w postaci maksymalnej prędkości obrotowej wrzeciona obrabiarki lub dopuszczalnej prędkości skrawania Vc po przekroczeniu której ostrze narzędzia ulega lawinowemu zużyciu.

Obecne możliwości cięcia ciągłego na frezarkach.
Frezarki w początkowych założeniach były obrabiarkami używającymi narzędzi obrotowych – czyli bazujących na obróbce nieciągłej. Z czasem powstawały najróżniejsze konstrukcje i specjalne oprawki narzędziowe, które umożliwiły mocowanie na frezarkach narzędzi nie obrotowych, jak np. nóż tokarski lub dłuto co umożliwiło wykonywanie na tych obrabiarkach zabiegów z obróbki ciągłej takich jak toczenie, dłutowanie, struganie. Obrabiane w ten sposób powierzchnie mogły być tylko prostymi powierzchniami jak np. płaszczyzna, cylinder, bo jest to niejako aplikowanie na frezarkę istniejących zabiegów obróbki skrawaniem jak toczenie czy dłutowanie. Głównym ograniczeniem wprowadzenia na frezarkę ciągłego cięcia dowolnych powierzchni krzywokreślnych jest geometria ostrza i jego orientacja względem materiału obrabianego. Aby zapewnić najlepsze warunki skrawania dla dowolnie zaprojektowanego ostrza należy je utrzymywać jak najbliżej nominalnej wielkości kąta przyłożenia A. Dlatego do ciągłej obróbki powierzchni krzywokreślnych, kąt ten musi zmieniać się płynnie w czasie obróbki.

Przy zastosowaniu dynamicznych obrabiarek 5-cio osiowych pojawia się szeroki przedział powierzchni możliwych do wykonania standardowymi narzędziami np. tokarskimi. Są to głównie powierzchnie otwarte ze względu na konieczność rozpędzenia i wyhamowania narzędzia związanymi z minimalną prędkością skrawania Vc. Metodę ciągłego cięcia powierzchni krzywokreślnych w najprostszych wariantach uruchomić można stosując standardowe narzędzia oraz techniki programowania w systemie CAM plus drobne korekcje kodu.

Zakres strategii obróbki można dodatkowo powiększyć używając specjalnych trzonków narzędziowych z wykorzystaniem istniejących na rynku płytek skrawających – zarówno tokarskich jak i frezerskich. Narzędzia takie muszą charakteryzować się odpowiednim usytuowaniem krawędzi tnącej względem osi wrzeciona co umożliwi łatwość programowania w istniejących systemach CAM nie wspierających metody CC. Rozwiązania takie wyeliminują jałowe ruchy powrotne na maszynach wyposażonych w sterowaną oś wrzeciona narzędzia (w co najmniej indeksowany sposób) oraz poszerzą przedział możliwych do obróbki powierzchni. Niektóre ze strategii mogą być uruchamiane również na maszynach bez osi S dzięki zastosowaniu odpowiednio usytuowanej krawędzi tnącej.

Najszersze zastosowanie metody ciągłego cięcia uzyska się na maszynach 6-cio osiowych o kinematyce trzech osi liniowych XYZ osi uchylnej np. A, osi obrotowej np. C oraz płynnie sterowanej osi wrzeciona S. Rozwiązanie takie umożliwi uruchamianie na frezarce dowolnych ścieżek narzędziowych z płynnym utrzymaniem stałego kąta przyłożenia, sterowanego osiami A i C, oraz odpowiedniego kierunku płaszczyzny natarcia do wektora prędkości V narzędzia sterowanego osią wrzeciona S.

Przykład kinematyki obrabiarki 6-cio osiowej : 
Wykorzystując dostępne i popularne dziś obrabiarki o najróżniejszej kinematyce i ilości osi sterowanych, wzbogacone specjalnym narzędziem i standardową ścieżką z systemu CAM znajdziemy całkiem szerokie spektrum powierzchni możliwych do uzyskania Metodą Cięcia Ciągłego. Należy tylko rozpoznać i umiejętnie wykorzystać dostępne możliwości.
Maszyna i oś S –oś obrotu wrzeciona
Praktyczne zastosowanie Metody Cięcia Ciągłego na frezarce sterowanej numerycznie generalnie sprowadza się do tych samych czynności co proces frezowania z tą różnicą, że narzędzie skrawające musi być unieruchomione. To unieruchomienie sprowadza się do zablokowania lub kontroli położenia osi obrotu narzędzia. Idea frezowania wieloosiowego (z osiami uchylno-obrotowymi) kierowała rozwój konstrukcji frezarek do maksymalnie 5 osi sterowanych. Te coraz popularniejsze w narzędziowniach i na produkcjach „pięcioosiówki” o najróżniejszych kinematykach to urządzenia umożliwiające zupełnie dowolne podejście narzędziem do obrabianego materiału. Ta dowolność jest niczym innym jak realizacją kontroli 6-ciu stopni swobody w przestrzeni. Jako że pracujące narzędzia w postaci frezów lub wierteł są bryłami obrotowymi to bezzasadne były konstrukcje 6-cio osiowe dedykowane do pracy takimi narzędziami. Chęć unieruchomienia narzędzia takiego jak np. nóż tokarski, wytaczak lub dłuto wymusza wprowadzenie kontroli szóstej osi i jest to najczęściej kontrola indeksowana. Płynna kontrola osi wrzeciona jest wykorzystywana w prawie każdej frezarce ale w specjalnych cyklach do gwintowania (zagadnienie dwu- osiowe) lub np. do obwiedniowego frezowania kół zębatych na frezarkach ze stołami obrotowymi – użytkownik do innych operacji z takiej płynnej kontroli skorzystać nie może. W ostatnich latach coraz częściej pojawiają się obrabiarki z płynną kontrolą szóstej osi wykorzystywaną głównie do zabiegów toczenia, wytaczania i profilowania (zagadnienia 4-osiowe). Zaangażowanie wszystkich sześciu osi w trybie symultanicznym umożliwi realizację zabiegu strugania dowolnej powierzchni.
Tą niezbędną szóstą oś mamy dostępną w większości urządzeń w trybie indeksowanym co daje jakiś punkt wyjścia. Zaznaczam, że praca nieruchomym narzędziem na maszynach nie przystosowanych do tego musi odbywać się z małym naddatkiem dlatego taki sposób obróbki dedykowany jest głównie do obróbek wykańczających a użyte narzędzie najlepiej jak by generowało minimalny moment obrotowy bo większość obrabiarek z możliwością indeksacji osi wrzeciona nie jest wyposażona w hamulec.
Przykłady aplikacji:



Obróbka strategią helikalną, przypominającą toczenie, w której użyto specjalnego narzędzia z krawędzią tnącą w osi wrzeciona. Narzędzie takie pozwoliło zaadoptować płynną czteroosiową ścieżkę z systemu CAM. Do płynnej kontroli kierunku płaszczyzny natarcia narzędzia użyto osi C stołu obrotowego gdyż użyta frezarka nie była wyposażona w płynną oś S.
Dzięki zastosowaniu specjalnego narzędzia w postaci standardowej okrągłej płytki przykręconej do trzonka w taki sposób aby płaszczyzna natarcia skierowana była do dołu, udało się uzyskać obrotowe narzędzie do strugania. Kształt takiego narzędzia ma dwie bardzo ważne zalety. Po pierwsze umożliwia bezpośrednie wykorzystanie niektórych frezerskich strategii obróbkowych z systemów CAM gdyż w swej geometrii nie różni się od freza palcowego. Po drugie obrabiarka nie musi być wyposażona nawet w indeksowaną oś wrzeciona S.



Obróbka czoła helikalną strategią z utrzymaniem płynnej kontroli kątów przyłożenia oraz kierunku płaszczyzny natarcia narzędzia do wektora prędkości. Zastosowanie okrągłej płytki sprowadza zagadnienie 6-cio osiowe do zagadnienia 5-cio osiowego.

Struganie ścianki z zachowaniem płynnej kontroli kątów przyłożenia oraz kierunku płaszczyzny natarcia narzędzia do wektora prędkości. Zagadnienie 4-ro osiowe z jałowymi ruchami powrotnymi

Struganie ścianki bez kontroli kąta przyłożenia narzędzia. Zagadnienie 3 osiowe.

 Powierzchnia o ostrokątnym narożu wewnętrznym z minimalnym promieniem uzyskana standardowym wytaczakiem tokarskim. Strategia obróbki to jednokierunkowe przejścia narzędzia z jałowymi powrotami. Takie podejście wierszowania w stałym kierunku pozwoliło skorzystać ze stałego kąta pozycjonowania narzędzia w osi wrzeciona S poprzez jej jednokrotną indeksację dla całego programu. Stały kąt przyłożenia ostrza realizowany jest płynną kontrolą osi A obrabiarki. Użyte narzędzie wymusza jałowe ruchy powrotne, ale jest za to bardzo sztywne i pozwala na uzyskanie znakomitej jakości powierzchni przy bardzo dużych posuwach.
Powierzchnia o ostrokątnym narożu wewnętrznym z minimalnym promieniem uzyskana standardowym wytaczakiem tokarskim. Strategia obróbki to jednokierunkowe przejścia narzędzia z jałowymi powrotami. Takie podejście wierszowania w stałym kierunku pozwoliło skorzystać ze stałego kąta pozycjonowania narzędzia w osi wrzeciona S poprzez jej jednokrotną indeksację dla całego programu. Stały kąt przyłożenia ostrza realizowany jest płynną kontrolą osi A obrabiarki. Użyte narzędzie wymusza jałowe ruchy powrotne, ale jest za to bardzo sztywne i pozwala na uzyskanie znakomitej jakości powierzchni przy bardzo dużych posuwach.


Dłutowanie rowków spiralnych za pomocą standardowego dłuta. Zagadnienie 4-ro osiowe.
Przykładem poddanym badaniom jest detal o otwartych powierzchniach i dobrym dojściu narzędzia skrawającego do obrabianych powierzchni. Został wybrany ze względu na użycie bardzo sztywnego narzędzia, które ma swoje ograniczenia ale jednocześnie uwypukla najbardziej przewagę tej metody nad konwencjonalną obróbką wykańczającą powierzchni.


Ścieżkę narzędziową wygenerowano w programie typu CAM a następnie zmodyfikowano stałym offsetem ze względu na nieosiowy charakter narzędzia jakim jest wytaczak. Obróbkę przeprowadzono na 5-cio osiowej obrabiarce mocując próbki w dwóch różnych obszarach stołu.
Podczas obróbki wykonano 4 następujące próbki:
01-kl – próbka obrobiona klasycznie w technologii trzyosiowej – czas obróbki 21min
Parametry:
f = 6 000 mm/min
ap = 0,1 mm
ae = 0,1 mm
n=15 000 obr/min
narzędzie – dwupiórowy frez z czołem kulistym z węglika spiekanego
01-a – próbka obrobiona metodą cięcia ciągłego z detalem zamocowanym centralnie nad stołem – czas obróbki 8min
Parametry:
Fmax = Vc = 15 000 mm/min
ap = 0,1 mm
ae = 0,1 mm
n=0 obr/min
narzędzie – płytka tokarska z węglika spiekanego z promieniem naroża równym 0,8mm
01-b – próbka obrobiona metodą cięcia ciągłego z detalem zamocowanym na skraju stołu – czas obróbki 9 min
Parametry:
Fmax = Vc = 15 000 mm/min
ap = 0,1 mm
ae = 0,1 mm
n=0 obr/min
narzędzie – płytka tokarska z węglika spiekanego z promieniem naroża równym 0,8mm
02-b – próbka obrobiona metodą cięcia ciągłego z detalem zamocowanym na skraju stołu – czas obróbki 15min
Parametry:
Fmax = Vc = 4 000 mm/min
ap = 0,1 mm
ae = 0,1 mm
n=0 obr/min
narzędzie – płytka tokarska z węglika spiekanego z promieniem naroża równym 0,8mm

Zamocowanie próbki 01-kl ze względu na pozycję nie ma znaczenia bo obróbka jest i tak trzy osiowa. Zamocowania pozostałych próbek mają znaczenie ze względu na położenie osi A, która odpowiada za utrzymanie stałego kąta przyłożenia. Prędkość zmiany tego kąta wynikająca z utrzymaniem posuwu może mieć wpływ na jakość powierzchni, gdyż prędkość ta jest ograniczona dynamiką napędu osi A. Poza tym utrzymanie pozycji narzędzia w osiach XYZ również zależy od dynamiki tych osi bo obróbka jest symultaniczna i osie te muszą nadążać za zaprogramowaną pozycją w zależności od wartości pozycji w osi A.
Ocena jakości powierzchni
Najbardziej jednolitą powierzchnię w ocenie gołym okiem prezentują próbki zamontowane centralnie na stole. Zauważalna jest wyraźna różnica w ocenie chropowatości między wszystkimi czterema próbkami na korzyść metody ciągłego cięcia. Próbka 02-a w ocenie wizualnej posiada największą falistość, próbka 02-b obrabiana wolniej falistość ma znacznie lepszą, natomiast 01-a nie różni się od próbki 01-kl pod kątem wizualnej oceny falistości.
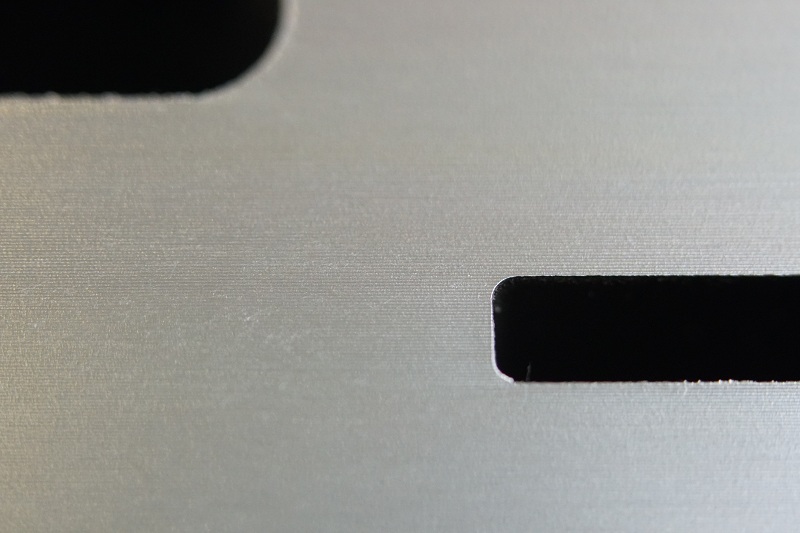
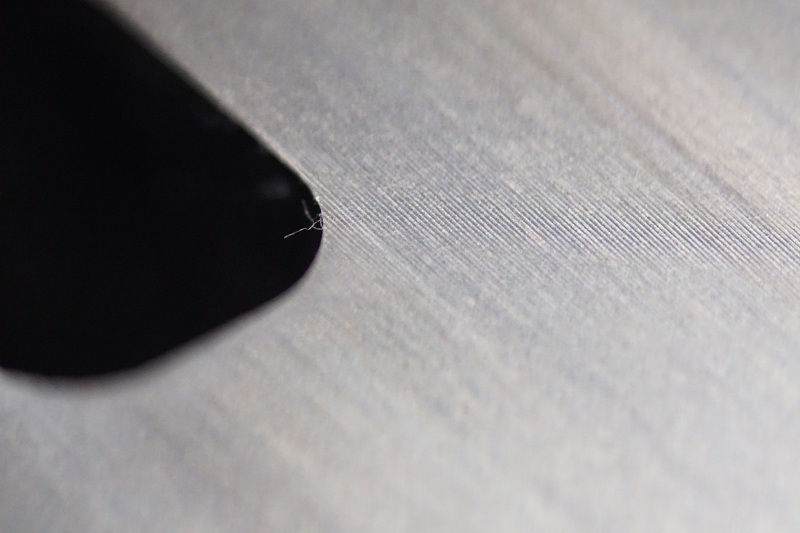
W obserwacji powierzchni pod mikroskopem nie widać różnic między wszystkimi trzema próbkami wykonanymi metodą cięcia ciągłego. Znacznie gorzej pod kątem chropowatości wypada przy tych próbkach klasyczna metoda (01-kl). Widoczne na niej są ślady po nieciągłym skrawaniu frezem wieloostrzowym. Chropowatość prostopadła do kierunku ruchu narzędzia w obydwu metodach wydaje się być porównywalna, natomiast chropowatość zgodna z kierunkiem ruchu narzędzia wygląda na kilkukrotnie lepszą dla metody ciągłego cięcia. W wizualnej ocenie przypomina ona powierzchnię po szlifowaniu.

Próbka wykonana metodą klasyczną (zdjęcie mikroskopowe)

Próbka wykonana metodą CC (zdjęcie mikroskopowe)

Próbka wykonana metodą klasyczną (zdjęcie mikroskopowe). Dla zobrazowania skali zdjęcie zrobiono z drucikiem o średnicy 0,2mm

Próbka wykonana metodą klasyczną (zdjęcie mikroskopowe). Dla zobrazowania skali zdjęcie zrobiono z drucikiem o średnicy 0,2mm
Pomiar chropowatości
Badań chropowatości dokonano w oparciu o parametr Ra. Chropowatość zmierzono w dwóch kierunkach. Kierunek X – jest to kierunek zgodny z liniami wierszowania w strategii obróbkowej oraz kierunek Y – prostopadły do linii wierszowania. Każdego pomiaru chropowatości dokonano dwukrotnie w dwóch różnych miejscach powierzchni (indeksy x1, x2 oraz y1, y2 w poniższej tabeli)
Parametry pomiaru
lr = 0,8 – długość odcinka elementarnego
ln = 4 – długość odcinka pomiarowego


Po pomiarach chropowatości wszystkich czterech próbek widać, że metoda ciągłego cięcia, przy krótszym czasie obróbki, daje czterokrotnie lepszy parametr Ra w kierunku zgodnym z ruchem narzędzia niż klasyczna metoda. Kierunek prostopadły do ruchu narzędzia cechuje się prawie identycznym parametrem Ra. Na korzyść metody ciągłego cięcia w tym porównaniu przemawia fakt, że została ona wykonana narzędziem z narożem o prawie dwukrotnie mniejszym promieniu.
Pomiar kształtu
Badania kształtu dokonano na współrzędnościowej maszynie pomiarowej metodą skanowania.
Do pomiaru użyto rubinowej kulki pomiarowej o nominalnej średnicy 4mm i okrągłości kształtu równej 0,3 mikrometra. Wszystkie punkty zbierano co 0,1 mm.
Wyniki pomiarów przedstawiono w poniższej tabeli w dwóch wariantach:
A – bez dodatkowej obróbki (wszystkie punkty pomiarowe o współrzędnych sczytanych bezpośrednio z głowicy pomiarowej (Metoda oceny wyników – Gauss)
B – z usunięciem punktów nietypowych i zadanym filtrem
Filtr dolnoprzepustowy (50 fal na obrót F/O, długość fali Lc = 2,5mm)
Usunięcie punktów nietypowych (wewnątrz CM = 3, poza CM = 3)

Dokładności z badanych kształtów wypadają najlepiej dla próbek zamocowanych w centrum stołu. Obydwie próbki 01-kl oraz 01-a cechują się kilkumikronową odchyłką kształtu. Próbka wykonana metodą klasyczną ma najlepsze wyniki. Najgorzej wypada próbka zamocowana na skraju stołu (02-a), której kształt osiąga maksymalnie 18 mikrometrów. Zmniejszenie prędkości obróbki w próbce zamocowanej w taki sam sposób (02-b) powoduje utrzymanie dokładności kształtu na poziomie kilku mikrometrów i nie odbiega od próbki zamocowanej w centrum stołu.
Metoda CC sprawdza się bardzo dobrze w obróbce wykańczającej twardych materiałów gdzie wymagana jest dobra jakość powierzchni. Poniżej przykład wykańczającej obróbki zakrzywionej powierzchni wypukłej o wymiarach 170mm x 110mm. Element wykonany z NC11LV i zahartowany do twardości powyżej 60HRC.
Czas obróbki – 36min
Posuw = Vc = 30 000 mm/min
Ap – 0,07 mm
Ae – 0,1 mm


Wydajność
Metoda ciągłego cięcia okazała się bardzo wydajna ze względu na utrzymanie prędkości skrawania na przynajmniej minimalnym poziomie Vc. Prędkość ta z natury metody jest równa posuwowi. Wymaga więc zastosowania obrabiarek o dużych prędkościach roboczych osi sterowanych (powyżej kilu tysięcy mm/min). Wykonanie próbki metodą ciągłego cięcia zajmuje 60% czasu mniej niż klasyczną metodą przy jednoczesnym zachowaniu lepszych parametrów chropowatości. Należy zauważyć, że czas ten może być kilkukrotnie szybszy konfrontując próbki z metodą klasyczną o zbliżonym Ra, gdyż przy maksymalnych obrotach wrzeciona jedyną drogą do poprawy chropowatości jest zmniejszenie posuwu co wydłuża proces. Wykonane na potrzeby badania powierzchnie były stosunkowo nie dużych gabarytów (około 100mm długości). Ze względu na dynamikę obrabiarki czasy obróbki ulegną znacznemu skróceniu podczas wykonywania dłuższych powierzchni i wydłużeniu czasu dla krótszych.
Jakość powierzchni
Metoda ciągłego cięcia w porównaniu do klasycznej daje dużo lepsze wartości chropowatości wzdłuż linii cięcia i porównywalne wartości prostopadle do kierunku cięcia. Zauważyć należy jednak że próbka wykonana metodą klasyczną została wyfrezowana narzędziem o prawie dwukrotnie większym promieniu. Dokładności są na bardzo porównywalnym poziomie z przewagą dla metody klasycznej (różnice rzędu 1-2 mikrometra). Dokładność w metodzie ciągłego cięcia pogarsza się wraz z oddalaniem obszaru obróbki od osi obrotowych. Jest to powodowane działaniem odległości od punktu styku narzędzia do osi obrotowej jako mnożnik błędu pozycji kątowej, prędkości i przyspieszeń. Objawia się głównie pogorszeniem falistości powierzchni. Błędy wynikające z prędkości i przyspieszeń są największe i mogą zostać zminimalizowane na konkretnej obrabiarce poprzez zastosowanie mniejszych prędkości posuwu. Można by je również zmniejszyć stosując lepsze napędy i systemy pomiarowe osi, jest to jednak zadanie dla producentów obrabiarek i wychodzi poza możliwości technologów i programistów. Błędy wynikające z pozycji osi kątowych nie są możliwe do zminimalizowania przez technologa i programistę gdyż wynikają z budowy obrabiarki. Porównując jednak obróbkę ciągłego cięcia z obróbką klasyczną w płynnych czterech/pięciu osiach napotkane 2 mikronowe pogorszenie kształtu będzie takie samo.
Zastosowanie metody ciągłego cięcia na frezarkach z głowicą uchylno-obrotową zamiast tzw kołyski, lub stołu obrotowego plus uchylna głowica, da większe możliwości panowania nad błędami kształtu ze względu na stałą odległość osi obrotowych od ostrza narzędzia. Taka konfiguracja kinematyki obrabiarki gwarantuje stałe wartości uzyskanych tolerancji kształtu na dowolnie dużych detalach (w całym zakresie obróbki danej obrabiarki)



Praktyczne zastosowania
Metoda ciągłego cięcia znajduje zastosowania głównie w obróbce wykańczającej (frezowanie od „2 i pół” do 6 osi) na powierzchniach umożliwiających wprowadzenie drogi na rozpędzenie i wyhamowanie narzędzia lub jeśli parametry powierzchni na danym konkretnym detalu pozwolą zaczynać i kończyć skrawanie od wartości 0 mm/min. Bez większych problemów można więc obrabiać powierzchnie otwarte (nie ograniczone pionowymi ściankami) Powierzchnie zabudowane pionowymi ściankami możliwe są do obróbki stosując specjalną strategię trajektorii ścieżek, lub też specjalne narzędzia. Aktualne możliwości programowania CNC z użyciem komputerowych systemów wspomagania (CAM) są bardzo duże. Jednak z powodzeniem można by je rozwinąć głównie pod kątem użycia standardowych noży tokarskich, wytaczadeł lub specjalnych narzędzi w strategiach obróbek frezerskich oraz generowaniu tych strategii, wejść i wyjść narzędzia w aspekcie utrzymania minimalnej prędkości skrawania Vc. Obecne systemy CAM w frezerskich strategiach obróbkowych nie wspierają w ogóle płynnego użycia szóstej osi we wrzecionie obrabiarki a takie wsparcie byłoby kluczowe ze względu na wyżej opisane problemy.
Metoda znaleźć może zastosowanie w kształtowaniu mało technologicznych naroży wewnętrznych ze względu na możliwe zastosowanie ostrzy z minimalnymi promieniami o dużej sztywności (np. 0,05 mm lub mniejsze)
Możliwe jest stosowanie dowolnych płytek tokarskich i frezerskich co daje bardzo duże możliwości w dopasowaniu odpowiedniego narzędzia do obrabianej powierzchni. Użycie gotowych trzonków i oprawek jak i konstruowanie własnych poszerza znacznie spektrum możliwych do uzyskania kształtów.
Trwałość
Obrabiarka – głównym czynnikiem wpływającym na trwałość wrzeciona jest jego zerowa prędkość obrotowa podczas obróbki. Wrzeciono obraca się tylko przy pozycjonowaniu lub z bardzo małą prędkością w czasie obrabiania z użyciem płynnej szóstej osi. Wadą metody ze względu na trwałość obrabiarki jest jej dynamiczna praca co jednak skutkuje krótszym czasem obróbki danego detalu.
Narzędzia – obecne dzisiaj obrabiarki cechują się możliwościami uzyskania bardzo dużych posuwów (kilkanaście – kilkadziesiąt tys. mm/min) są to jednak posuwy kilkukrotnie niższe niż możliwa do uzyskania maksymalna prędkość skrawania Vc zastosowanych narzędzi. Powoduje to pracę ostrza narzędzia w dużo korzystniejszych warunkach niż te, w których pracują na ogół co wydłuża ich żywotność.
Metoda strugania na frezarkach została obszernie opisana na łamach „Projektowania i Konstrukcji Inżynierskich” w dwóch kolejnych numerach pisma. Materiał w oczach redakcji okazał się na tyle atrakcyjny, że zdobi okładkę grudniowego wydania 2016.
