Kalisz - obróbka CNC – precyzja zaprojektowana pod montaż
W Kaliszu realizujemy zlecenia dla działów utrzymania ruchu, konstrukcji oraz produkcji, kładąc nacisk na powtarzalność wymiarową i przewidywalne terminy. Każdy projekt startuje od przeglądu modelu 3D/rysunku oraz rozmowy o funkcji detalu w zespole, co pozwala właściwie zdefiniować cechy krytyczne. Na tej podstawie dobieramy strategię skrawania, bazowanie i kolejność operacji tak, aby skrócić czas cyklu i uniknąć kumulacji błędów. W praktyce przekłada się to na poprawne pasowania, zgodność współosiowości i właściwą chropowatość w strefach pracy, dzięki czemu elementy „wchodzą” w montaż bez dodatkowej obróbki ręcznej. Transparentnie komunikujemy status i decyzje technologiczne, dlatego wznowienia serii przebiegają szybko i bez niespodzianek. Dodatkowo, jeszcze przed startem, uzgadniamy dopuszczalne odchyłki na strefach nieaktywowanych funkcjonalnie, aby sensownie alokować koszty. Utrzymujemy spójność danych poprzez wersjonowanie programów i zapis nastaw, co ogranicza ryzyko „dryfowania” procesu. W projektach o dużej zmienności zleceń stosujemy krótkie sloty produkcyjne i bufor narzędziowy, by nie tracić rytmu. Wskaźniki OTD, ppm i scrap raportujemy w ustalonych interwałach, dzięki czemu planowanie po Twojej stronie jest prostsze.




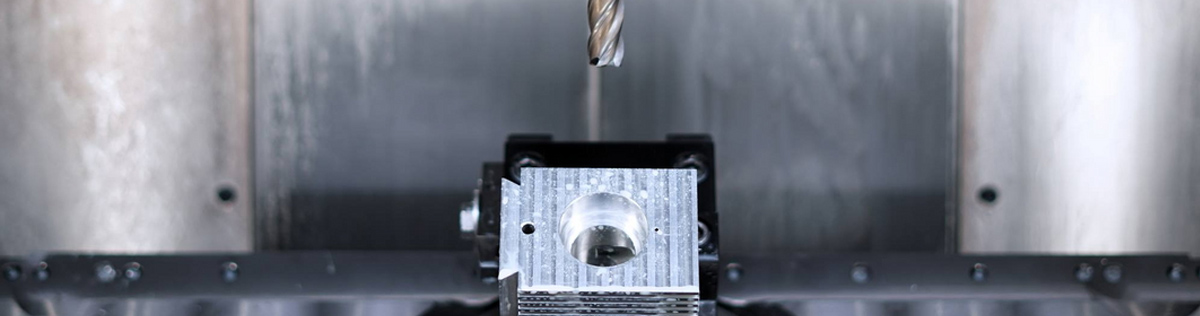
Obróbka CNC w Kaliszu– frezowanie 3/5-osi i toczenie pod wymagające geometrie
Zaplecze stanowią centra frezarskie 3/5-osi oraz tokarki sterowane numerycznie, które łączymy w jedną ścieżkę procesu. Dla smukłych geometrii stosujemy przejazdy adaptacyjne i kontrolę obciążeń, a przy złożonych korpusach wykorzystujemy 5 osi do ograniczenia liczby przezbrojeń i ryzyka błędów bazowania. Programy CAM powstają po symulacji kolizji, z zapisanymi offsetami i punktami referencyjnymi, co zapewnia pełne traceability. Jeżeli projekt jest nowy, zaczynamy od próbki referencyjnej z pomiarem cech CTQ, a po akceptacji „zamrażamy” parametry na serię. To podejście stabilizuje jakość, obniża koszt jednostkowy i ułatwia planowanie po stronie klienta. W razie potrzeby przechodzimy z pięciu osi w tryb jednoczesny, gdy wymaga tego geometria, zachowując kontrolę prędkości skrawania na krzywiznach. Optymalizujemy ścieżki pod żywotność narzędzi, utrzymując stały kąt opasania i wykorzystując wejścia rampowe zamiast wierceń startowych. W tokarce stosujemy miękkie szczęki profilowane pod detal, co poprawia współosiowość i skraca czas ustawczy. Przy dużych ubytkach materiału planujemy półwykańczanie i przerwę relaksacyjną, by zminimalizować naprężenia własne. Medium chłodzące i ciśnienie kanałowe dobieramy do materiału i głębokości kieszeni, aby zapewnić skuteczne odprowadzanie wióra.


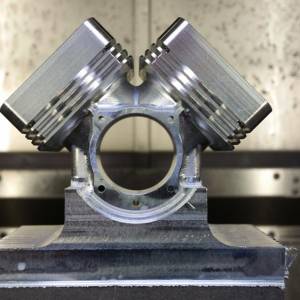
Skrawanie elementów – materiały, zastosowania, parametry
Pracujemy ze stalą konstrukcyjną i ulepszaną, stalami odpornymi korozyjnie, stopami aluminium oraz metalami kolorowymi (mosiądz, miedź, brąz). Dobór materiału łączymy z warunkami pracy detalu: temperaturą, ekspozycją chemiczną, obciążeniami i wymaganiami elektrycznymi/tribologicznymi. Wytwarzamy korpusy maszyn, płyty bazowe, tuleje, łoża, gniazda i oprawy łożysk, elementy z gwintami metrycznymi i calowymi oraz przyrządy technologiczne. Tam, gdzie to zasadne, proponujemy modyfikacje geometrii pod łatwiejsze wytwarzanie lub zamienniki materiałowe o równoważnej funkcji. Kontrolujemy temperaturę, sztywność układu i zużycie narzędzi, by utrzymać geometrię przy długich przebiegach. Dla detali cienkościennych stosujemy strategię „od ogółu do szczegółu”: zdejmuje się naddatki symetrycznie, a wykończenie pasowań wykonuje po stabilizacji wymiaru. W elementach przewodzących pilnujemy chropowatości styków zgodnej z wymaganiami elektrycznymi, aby nie zwiększać rezystancji kontaktu. Przy częściach narażonych na ścieranie dobieramy powłoki oraz parametry docelowej topografii powierzchni pod właściwą tribologię. Jeśli wymagane są tolerancje mieszane (np. IT6 na osi i IT10 na strefach pomocniczych), rozdzielamy operacje, by nie „ciągnąć” wysokiej klasy tam, gdzie nie jest potrzebna. W materiałach lepkich ograniczamy narost krawędzi poprzez odpowiednią geometrię płytki i stabilne chłodzenie.
Jakość i dokumentacja – dane, które przechodzą audyt
Plan kontroli obejmuje pomiary współrzędnościowe i sprawdzenia funkcjonalne zgodne z kartą cech. Dla wymagań krytycznych utrzymujemy tolerancje rzędu setnych milimetra, pod warunkiem potwierdzenia stabilności procesu na próbce wstępnej. Raporty pomiarowe, zdjęcia stref krytycznych i numeracja partii mają u nas jednolity format, dzięki czemu łatwo je wpiąć w procedury jakościowe klienta. Wersjonujemy programy i ustawienia, co ułatwia wznowienia i pozwala odtworzyć parametry bez dodatkowych uzgodnień. Gdy pojawia się trend odchyleń, korygujemy parametry w trakcie serii – celem jest prewencja, nie „ratowanie” partii na końcu. Na życzenie przygotowujemy FAI/ISIR albo zestaw PPAP w uzgodnionym zakresie, jeśli tego wymaga branża. Przyrządy kontrolne utrzymujemy w kalibracji, a świadectwa dołączamy do partii zgodnie z wymaganiami audytowymi. Cechy CTQ oznaczamy na rysunku roboczym i powiązujemy z konkretnymi metodami pomiaru, by uniknąć interpretacji. Dane z inspekcji archiwizujemy i udostępniamy w formie wykresów SPC, co ułatwia wychwytywanie dryfów procesu. W przypadku zmian inżynieryjnych utrzymujemy pełną ścieżkę rewizyjną, łącznie z historią offsetów i komentarzy technologicznych.






Wykończenia i kompletacja – gotowe do użycia
Koordynujemy obróbki cieplne i powłoki zgodne z wymaganiami środowiskowymi (anodowanie, cynk, nikiel, pasywacja). Zabezpieczamy krawędzie funkcjonalne i utrzymujemy chropowatość we wskazanych klasach, a części oznaczamy laserowo/grawerem z numerem partii. Pakowanie projektujemy pod Twój magazyn: separacja powierzchni precyzyjnych, etykiety kompatybilne z systemem przyjęć, dokumenty do audytu. Przy elementach gwintowanych stosujemy zatyczki i wkładki zabezpieczające, by uniknąć uszkodzeń w logistyce. Dzięki temu detale można od razu kierować na linię, bez dodatkowych przygotówek. Dla komponentów po powłokach wyznaczamy strefy maskowania, aby nie pogorszyć parametrów pasowań czy przewodności. W razie wymogu antykorozyjnego stosujemy opakowania VCI oraz separatory neutralne chemicznie. Dołączamy certyfikaty materiałowe i atesty powłok w formatach akceptowanych przez systemy jakości klienta. W przypadku zestawów wieloelementowych kompletujemy je w logiczne pakiety, by przyjęcie i montaż były szybsze. Etykiety zawierają kody partii, ilości i ewentualne numery seryjne, co usprawnia traceability.
Logistyka i organizacja dostaw w Kaliszu
Dla Kalisza oferujemy ustalone okna dostaw, a przy projektach krytycznych – tryb przyspieszony z transportem dedykowanym i bieżącą informacją o ETA. Większe partie dzielimy na transze, aby zsynchronizować przyjęcie z planem produkcji oraz dostępnością personelu. Wymagane formaty dokumentów i etykiet uzgadniamy na starcie, żeby skrócić czas przyjęcia i uniknąć poprawek formalnych. Po każdej partii przekazujemy krótkie wnioski procesowe pod kolejne wznowienia. Jedna osoba po naszej stronie odpowiada za spójność informacji i decyzji technicznych. Dla stałej współpracy proponujemy stałe dni i trasy dostaw, co stabilizuje planowanie. W sytuacjach nagłych uruchamiamy transport dedykowany i na bieżąco aktualizujemy ETA, aby zsynchronizować magazyn oraz montaż. Jeśli Twój system wymaga określonego formatu etykiet (np. EAN/Code128), przygotowujemy je zgodnie z wytycznymi. Możemy też prowadzić prognozowanie pod Twoje MRP, utrzymując minimalny bufor na referencje o stałym poborze. Po dostawie przesyłamy podsumowanie KPI, aby wspólnie oceniać stabilność łańcucha.
Wyceny i uruchomienie – dwa scenariusze, jedna odpowiedzialność
Wycena powstaje na podstawie rysunku/modelu, ilości, tolerancji i zakresu wykończeń. Zazwyczaj prezentujemy dwie ścieżki: szybki start (krótszy lead time przy wyższym koszcie jednostkowym) oraz wariant zoptymalizowany dla serii (niższy koszt, dłuższy termin). Po akceptacji blokujemy zasoby, wykonujemy próbkę referencyjną, zamrażamy parametry i prowadzimy produkcję z raportowaniem postępu w uzgodnionych interwałach. Wspieramy NDA i bezpieczną wymianę danych; jeśli brakuje informacji wejściowych, proponujemy rozsądne założenia z opisem wpływu na cenę i termin. Cel jest zawsze ten sam: detal, który broni się liczbami w montażu i dostawa zgodna z harmonogramem. Gdy projekt przechodzi z prototypu do serii, przygotowujemy krótką analizę DfM z rekomendacjami (np. konsolidacja operacji, korekta promieni, standaryzacja gwintów). W razie potrzeby rezerwujemy sloty „express” z jasno określonym kosztem przyspieszenia. W projektach cyklicznych ustalamy SLA i zakres KPI, aby mierzyć efekty współpracy. Po zamknięciu partii dostarczamy podsumowanie parametrów procesu oraz propozycje dalszych usprawnień. Tak rozumiemy pełną odpowiedzialność: od pliku, przez proces, po wynik w montażu.