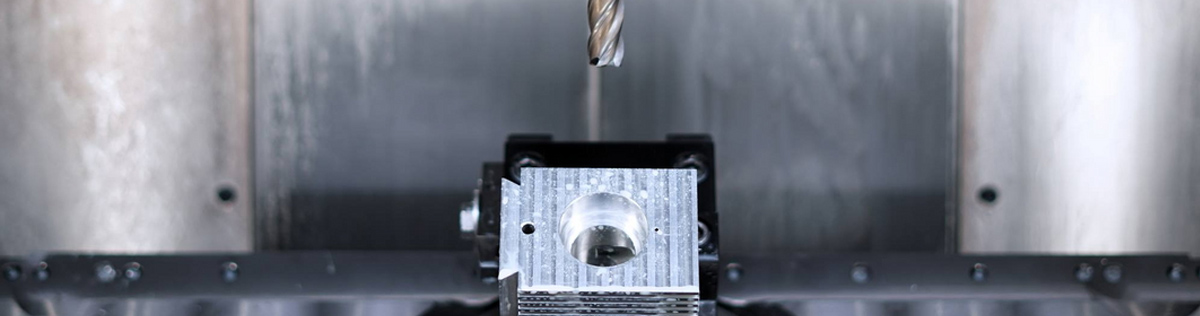












Realizujemy obróbkę elementów maszyn i urządzeń w oparciu o centra frezarskie 3/5-osi oraz tokarki CNC, z naciskiem na powtarzalność procesu i stabilne tolerancje. Każde zlecenie zaczynamy od przeglądu dokumentacji 2D/3D, określenia funkcji detalu w zespole i wskazania cech krytycznych. Na tej podstawie dobieramy strategię skrawania, geometrię narzędzi, bazowanie i kolejność operacji, aby skrócić czas cyklu i ograniczyć ryzyko kumulacji błędów. Priorytetem jest uzyskanie parametrów, które bronią się w montażu: właściwe pasowania, zgodność współosiowości, stabilna chropowatość w strefach pracy. Uwzględniamy też ograniczenia stanowisk montażowych, żeby detale nie wymagały dodatkowej obróbki ręcznej po dostawie. Analizujemy wpływ temperatury i sztywności układu obrabiarka–uchwyt–narzędzie, aby utrzymać geometrię w warunkach rzeczywistego obciążenia. Dla długich serii przygotowujemy plan przezbrojeń i utrzymania narzędzi, co minimalizuje zmienność między partiami. Wspieramy redesign pod wytwarzanie (DfM), jeśli wykryjemy niepotrzebnie kosztotwórcze cechy. Całość zamykamy mierzalnymi KPI (OTD, ppm, scrap), które raportujemy w uzgodnionych interwałach.
Po weryfikacji modelu tworzymy programy CAM z symulacją kolizji, definiujemy mocowania i punkty referencyjne, a dla geometrii smukłych wprowadzamy przejazdy adaptacyjne oraz kontrolę obciążeń. Precyzujemy parametry skrawania (prędkości, posuwy, głębokości), dobierając je do gatunku materiału i wymaganej klasy powierzchni. Przy nowych referencjach stosujemy próbkę wstępną z pomiarem cech krytycznych, po czym zamrażamy ustawienia dla serii. Każda partia ma zdefiniowane kontrole międzyoperacyjne i końcową weryfikację, aby ograniczyć ryzyko odrzutów na finiszu. W procesie uwzględniamy kompensacje termiczne oraz korekty narzędziowe wynikające z zużycia płytek. Przebieg obróbki dokumentujemy, zapisując offsety, bazy i wersje programów, co ułatwia pełne traceability. W razie potrzeby projektujemy dedykowane przyrządy i miękkie szczęki, aby ograniczyć błędy bazowania w jednym mocowaniu. Sekwencję operacji ustawiamy tak, by wykończyć strefy pasowań po głównych ubytkach materiału. Po zakończeniu partii generujemy krótką notę procesową z wnioskami do następnego wznowienia.
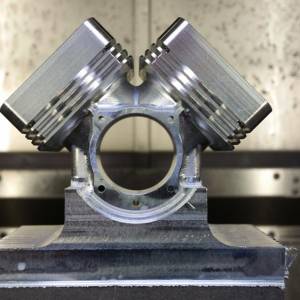
Pracujemy ze stalami konstrukcyjnymi i ulepszanymi, stalami odpornymi korozyjnie, stopami aluminium oraz metalami kolorowymi (mosiądz, miedź, brąz). Dobór materiału łączymy z warunkami pracy detalu: temperaturą, ekspozycją chemiczną, wymaganiami wytrzymałościowymi i potrzebą przewodzenia. Wytwarzamy korpusy i płyty bazowe, tuleje i wałki, gniazda oraz oprawy łożyskowe, elementy montażowe z gwintami metrycznymi i calowymi, a także przyrządy i uchwyty technologiczne. Tam, gdzie to zasadne, proponujemy zamienniki materiałowe lub modyfikacje geometrii pod łatwiejsze wytwarzanie bez utraty funkcji. W elementach cienkościennych stosujemy strategie ograniczające odkształcenia i kontrolujemy kolejność wykańczania, by ograniczyć sprężynowanie. Dla części pracujących w ściernych mediach dobieramy powłoki i chropowatości pod docelową tribologię. W komponentach przewodzących prąd pilnujemy jakości powierzchni styków i stabilności wymiarów pod obciążeniem. W zastosowaniach o podwyższonej temperaturze wskazujemy gatunki o lepszej stabilności strukturalnej. Przy detalach spawanych z obróbką skrawaniem uwzględniamy strefy wpływu ciepła i ich wpływ na wymiar.
Plan kontroli obejmuje pomiary współrzędnościowe i sprawdzenia funkcjonalne zgodne z kartą cech. Dla wielu zastosowań utrzymujemy tolerancję rzędu setnych milimetra na elementach krytycznych, pod warunkiem potwierdzenia stabilności procesu w próbce wstępnej. Dokumentujemy wyniki w formacie uzgodnionym z klientem (raport zdjęciowy, protokół pomiarowy, traceability partii). Wersjonujemy programy, offsety i ustawienia, co ułatwia wznowienia i zapewnia spójność kolejnych dostaw. W razie wykrycia trendu odchyleń wdrażamy korekty parametrów w trakcie cyklu, zamiast przerzucać ryzyko na kontrolę końcową. Na życzenie przygotowujemy FAI/ISIR oraz dedykowane karty pomiarowe dla audytów jakościowych. Przyrządy kontrolne utrzymujemy w kalibracji zgodnie z harmonogramem i dołączamy świadectwa. Wyznaczamy cechy CTQ i skupiamy inspekcję na punktach o największym wpływie na montaż. Dane z pomiarów archiwizujemy, co pozwala analizować stabilność procesu i szybciej reagować na dryfy. W komunikacji jakościowej używamy spójnych szablonów, by raporty bezpośrednio pasowały do systemów klienta.
Koordynujemy obróbki cieplne i powłoki ochronne (anodowanie, cynk, nikiel, pasywacja) zgodnie z wymaganiami środowiskowymi i estetycznymi. Zabezpieczamy krawędzie funkcjonalne, utrzymujemy chropowatość we wskazanych klasach, a części oznaczamy numerami partii i grawerem/laserem. Pakowanie projektujemy pod transport i magazyn klienta: separacja powierzchni precyzyjnych, etykiety z danymi partii, dokumenty zgodne z procedurami jakościowymi. W elementach gwintowanych stosujemy zabezpieczenia wkładek i zatyczki, aby uniknąć uszkodzeń w logistyce. Dla detali po powłokach zabezpieczamy powierzchnie styków, by nie pogorszyć własności funkcjonalnych. W razie potrzeby dołączamy certyfikaty materiałowe i atesty powłok do każdej partii. Dobieramy materiały opakowaniowe tak, by ograniczyć ryzyko korozji kontaktowej i uszkodzeń mechanicznych. Etykiety i oznaczenia formatujemy zgodnie z wymaganiami systemu przyjęć po stronie klienta. Całość kompletujemy tak, by detale były gotowe do natychmiastowego użycia na linii.
Pracujemy w ustalonych oknach logistycznych, a dla tematów krytycznych oferujemy tryb przyspieszony z dedykowanym transportem i bieżącą informacją o ETA. Przy większych wolumenach dzielimy dostawy na transze, aby zsynchronizować przyjęcie z planem produkcji. Uzgadniamy format dokumentów i etykiet tak, by wpiąć je bezpośrednio w system klienta i skrócić czas przyjęcia na magazynie. Po każdej partii przekazujemy krótkie wnioski procesowe pod kolejne wznowienia. Wspólnie ustalamy zasady priorytetyzacji, gdy jednocześnie biegnie kilka projektów. W przypadku nagłych zmian planu zapewniamy elastyczne przesunięcia w harmonogramie za zgodą obu stron. Dla stałej współpracy proponujemy stałe dni dostaw i standard pakowania. Informację o statusie partii przekazujemy w uzgodnionych interwałach, aby produkcja po Twojej stronie mogła się zsynchronizować. W razie wymogu bezpieczeństwa danych stosujemy dedykowane kanały wymiany dokumentów.
Standardowa wycena powstaje po otrzymaniu modelu/rysunku, zakresu ilościowego, wymagań tolerancyjnych i informacji o wykończeniach. Zwykle przedstawiamy dwa warianty: szybki (krótszy lead time, wyższy koszt jednostkowy) oraz zoptymalizowany (niższy koszt w serii, dłuższy termin). Po akceptacji blokujemy zasoby, wykonujemy próbkę referencyjną, zamrażamy parametry i rozpoczynamy serię z raportowaniem postępu w uzgodnionych interwałach. Celem jest przewidywalność: parametry zgodne z kartą cech, termin zgodny z harmonogramem, dokumentacja kompletna pod audyt. Na prośbę przygotowujemy NDA i bezpieczny kanał wymiany plików. Jeśli brakuje danych wejściowych, proponujemy rozsądne założenia z opisem wpływu na koszt i termin. W projektach cyklicznych ustalamy SLA oraz rezerwę mocy na zlecenia pilne. Dla długich serii przedstawiamy plan utrzymania narzędzi i punktów kontroli statystycznej. Po zakończeniu partii przekazujemy krótkie podsumowanie KPI z rekomendacjami dla kolejnych wznowień.
Używamy plików cookie, aby poprawić jakość przeglądania. Możesz zaakceptować wszystkie lub dostosować zgody.
Zarządzaj swoimi zgodami. Poniżej znajdziesz kategorie oraz cookies wykryte podczas ostatniego skanu strony.
Wymagane do działania strony.
Cookies: pll_language, __utmaAnonimowe dane o ruchu.
Lista cookies zostanie uzupełniona po zakończeniu pierwszego skanu.Reklamy dopasowane do Ciebie.
Lista cookies zostanie uzupełniona po zakończeniu pierwszego skanu.